寸法不良を減らしたい日に。測定・検査の基本手順を一緒に整理
「また同じところで寸法がはみ出した」。 測定はしているのに、なぜか同じ不良がくり返される。そんな日は、自分のやり方を疑ってしまって、少し気持ちが重くなりますよね。
でも、寸法不良は「気のゆるみ」で起きることばかりではありません。 測る場所、測る道具、判断の基準。そのどこかに、ほんの少しのズレがたまっているだけのことも多いのです。
この記事では、寸法不良を減らすために、測定と検査のどこから見直すかを一緒に整理します。
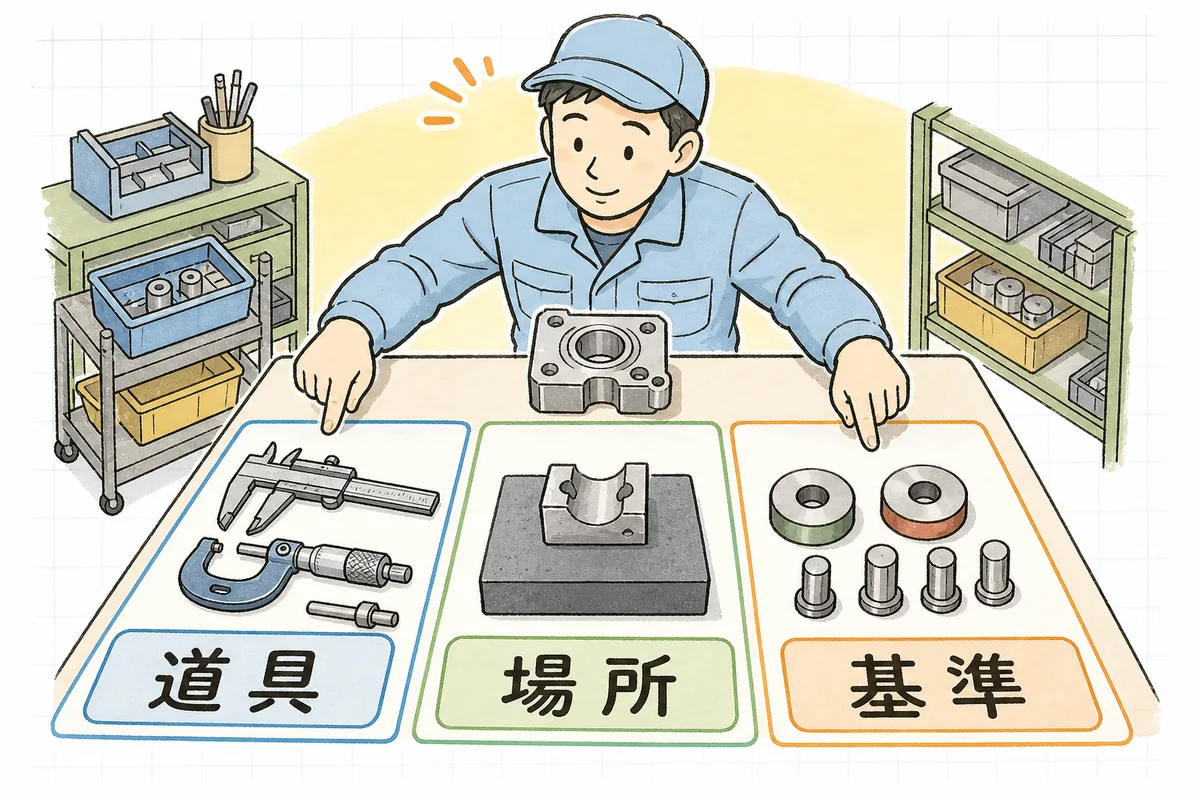
結論:寸法不良を減らすときは、いきなり全工程を見直さなくて大丈夫です。まず「どの寸法でよく外れるか」を1つ決め、その寸法を「正しい道具で・正しい場所で・正しい基準で」測れているかを順番に確かめます。原因は、たいていこの3つのどこかにあります。
寸法不良が続くとき、最初にやりたいのは犯人探しではなく、的をしぼることです。 図面の全寸法を一度に追いかけると、現場の手が止まってしまいます。
まず、次の順で1点にしぼります。
- 直近の手直し・クレームから、いちばん多い寸法を1つ選ぶ
- その寸法を、いつ・誰が・何で測っているかを書き出す
- 「測り方」と「判断の基準」がそろっているかを確かめる
この1点が落ち着いてから、次の寸法へ進みます。 一度に全部を直そうとしないことが、結局いちばんの近道です。
何が起きているか — 不良は「加工」だけが原因とは限らない
寸法不良と聞くと、つい加工そのものを疑いがちです。 もちろん工具の摩耗や段取りのズレもありますが、現場でよく見落とされるのが「測定のばらつき」です。
同じ部品でも、測る人や測る場所が変わると、数値は少し動きます。
- ノギスを当てる角度が人によって違う
- 部品の温度がまだ高く、冷めると寸法が変わる
- 基準面ではないところを測ってしまっている
- ゼロ点(原点)合わせをしないまま測り続けている
こうした小さなズレが重なると、「加工は合っているのに不良と判定される」ことも起こります。 逆に、不良なのに見逃してしまうこともあります。
だからこそ、加工を触る前に「測り方がそろっているか」を一度確かめておくと、原因の切り分けがぐっと楽になります。
手順を小さく分けて見直す
しぼった1つの寸法について、次の順で確かめます。
まず、測る道具をそろえる。 同じ寸法を、いつも同じ種類の道具で測っているかを確認します。 ノギスとマイクロメーターでは読み取れる細かさが違います。公差の厳しい寸法を、ざっくり測れる道具だけで見ていないか。測定具のゼロ点が合っているか。ここを先にそろえると、数値の足並みがそろいます。
次に、測る場所をそろえる。 図面のどの面を基準にして、どこを測るか。これが人によって違うと、同じ部品でも数値が変わります。 「ここを基準に、この寸法を測る」と一度決め、できれば部品の写真や簡単な図に印をつけて貼っておきます。言葉だけより、迷いが減ります。
その後、合否の基準をそろえる。 「だいたい入っていればOK」では、判断が人によってぶれます。 上限・下限の数値をはっきり書き、迷いやすい寸法には限度見本を一つそえます。測ったあと、どこからが手直し・どこからが廃棄かまで決めておくと、現場で止まりません。
図面の公差や取引先と取り決めた検査基準は、契約や仕様書ごとに事情が異なります。 基準の数値そのものは、必ず最新の図面・仕様書を正として確認しながら進めると安心です。
工程内検査と出荷前検査を分けて考える
すべてを最後にまとめて測ろうとすると、不良が見つかったときには手遅れになりがちです。 そこで、「途中で気づく検査」と「最後に守る検査」を分けて考えます。
- 工程内検査:加工の途中で、最初の数個を測って傾向を見る。早く気づけば、まとめて不良になるのを防げます。
- 出荷前検査:仕上がった部品を、出す前に最後に確認する。お客さんに渡る前の最後の砦です。
全数を細かく測れない量のときは、最初の数個と、途中で道具を替えたタイミングを重点的に見るだけでも、流出はかなり減らせます。 無理なく続けられる範囲から始めて大丈夫です。
寸法不良を減らすチェックリスト
- いちばん多い不良寸法を、1つにしぼれているか
- その寸法を、いつも同じ種類の道具で測っているか
- 測定具のゼロ点(原点)合わせをしてから測っているか
- どの基準面から、どこを測るかが決まっているか
- 上限・下限の数値が、誰が見ても同じに読めるか
- 迷いやすい寸法に、限度見本や写真をそえているか
- 加工の途中(工程内)で、最初の数個を測っているか
- 不良が出たとき、誰にすぐ伝えるかが決まっているか
全部を一度にそろえなくて大丈夫です。 まずは「いちばん多い不良寸法ひとつ」を、正しい道具で・同じ場所で測る。それだけでも、ばらつきは目に見えて落ち着いていきます。
よければ、こちらも
- 測る基準を表にまとめるなら、検査表のつくり方、まず決めたい3つの項目 もあわせてどうぞ。
- 同じ不良がくり返す原因を深掘りしたいときは、なぜなぜ分析の進め方 で整理しています。
- 検査の手順を次の人へ引き継ぐなら、技能伝承の手順書づくり が役に立ちます。
寸法不良は、一度の見直しでゼロにする仕事ではありません。 多い不良をひとつ止めて、また次のひとつを止める。その積み重ねで、現場は確実に静かになっていきます。
派手ではなくても、今日ていねいに測ったその一回が、ものづくりの信頼を守っています。 ひとつ測り方を見直そうとしているなら、その品質はもう一歩前に進んでいます。